![]()




KMCT is a global copper tube and processed products manufacturer dedicated to strengthening supply networks and technologies while meeting the diverse needs of customers worldwide. Learn more about the advantages offered by KMCT, and our strategies for growth.







KMCT was created in April 2004 as Kobelco & Materials Copper Tube Co., Ltd., from a merger of the copper tube divisions of Kobe Steel, Ltd. and Mitsubishi Materials Corporation to respond to the shrinking market in Japan and expanding market in Southeast Asia.
We have expanded our production bases to Japan, Thailand, and Malaysia, and have since expanded our production capacity to respond to growing overseas markets.
![]()


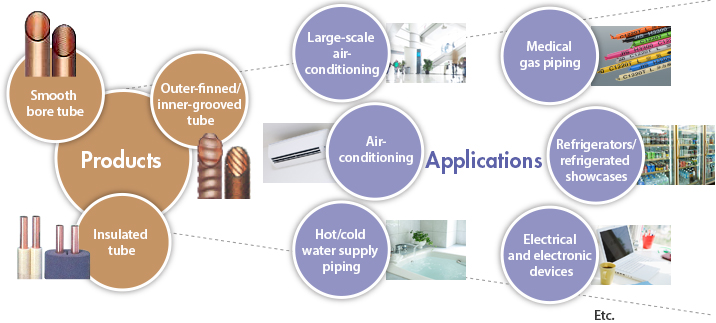
Copper offers superior thermal conductivity, corrosion resistance, antibacterial properties and workability. Copper tubes and processed products, which make the most of these advantages, is widely used in many areas affecting everyday life.
Air-conditioning is a prominent example. High performance inner-grooved copper tubes, one of KMCT's chief products, can be used in indoor and outdoor air-conditioning units to achieve better heat exchange. Due to its exceptional ease-of-handling, copper tubes can also be used in the piping that connects the indoor and outdoor units. In addition to air-conditioning, KMCT offers products for a wide variety of fields, including refrigeration, construction, hot-water supply and electronics.
In order to meet society's diverse needs we engage in development and production of a wide gamut of copper tubes and products.
![]()


Utilizing sophisticated materials technology cultivated over many years, KMCT develops new copper tube products to meet markets needs as they change with the times.
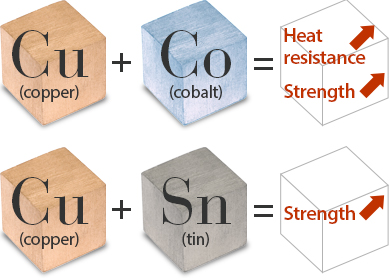
For instance in recent years, with the increased concern for global warming, natural refrigerants such as carbon dioxide have begun to be used as coolant in heat pumps, vending machines and other devices in place of the CFCs, HFCs, and HCFCs previously used. Since natural refrigerants are highly pressurized when used, thick-walled copper tubes are required. However, thin-walled copper tubes are preferable from a cost perspective.
With cooperation between our R&D department and other research organizations, KMCT engages in continual research and development and has created a revolutionary high -strength copper alloy tube that achieves thinner walls while maintaining the exceptional workability inherent to copper. Because the copper alloy tube is stronger than conventional copper tubes, it requires sophisticated production technologies in many aspects. However, through the combined efforts of our R&D, manufacturing, quality control and machinery divisions, KMCT has been succeded in commercial production of it. Additionally, by offering a range of corrosion-resistant copper alloy tubes, we have increased the potencial availability and range of applications for piping.
KMCT will continue to be a In the world of copper alloy tubing and processing, uncovering new possibilities for copper and leading the industry.
![]()



In 1979 the Hatano Plant, the crux of our production network, was the first plant in the world to successfully mass produce inner-grooved tubes. Sophisticated processing technologies such as these have remained a tradition at KMCT to the present day.
In recent years, with the increasing need for thin-wall and small–diameter copper tubes, the technological demands placed on manufacturing have grown increasingly complex. For instance, the decreased size and increased efficiency of air conditioners has led to smaller diameter and thinner walls for inner-grooved copper tubes.
From melting to packing, a range of technologies, knowledge and expertise are necessary during production, requiring us to make use of our many years of experience amassed in the industry. In order to further improve quality and productivity we will continue to engage in development of manufacturing and equipment technologies, providing better products to customers faster and at lower costs, and striving to always evolve with the times.
![]()

Global demand for copper tubes and processed products is expanding in response to economic growth and rising energy conservation and environmental needs in various regions of the world. In order to respond to this trend KMCT expanded overseas at an early stage, bringing production and sales closer to newly growing markets.
We have two production bases in Japan.
Hatano Plant has integrated production facilities from the melting process to the copper tube manufacturing and processing process for various applications such as air conditioning, refrigeration, construction, and electronic equipment. Hatano Plant has a research and development department and also plays a role as the mother plant of our group.
Moji Plant of the Moji Metal Products Division produces products with distinctive technical capabilities, such as copper alloy tubes for heat exchangers, tube molds for steel casting, composite wire rods, and grooved double-tube heat exchangers. We support a wide range of infrastructure such as shipbuilding, petrochemicals, power plants, and steel.
We have two overseas production bases.
Like Hatano Plant, KMCT Thailand is an integrated factory from the melting process, and has become a global base that exports products not only to Asia but also to the Middle East and Europe.
Sambo Piping Thailand manufactures copper pipe processed products and parts that are incorporated in air conditioning.
The combined annual production capacity of KMCT group is approximately 100,000 tons. This is one of the largest production scales among copper tube manufacturers in the world.

![]()

In 2021, we took over part of the copper tube business, which Furukawa Electric Co., Ltd. originally operated, and completed the transfer of the transferred equipments to our Hatano Plant.
In April 2022, the company left the Kobe Steel Group and joined Marunouchi Capital Inc., and at the same time changed its name to "KMCT" Corporation. The origin of the new company name is “Keep Moving forward with Copper Tube”.
Subsequently, in July 2022, Moji Metal Products Co., Ltd. and Sambo Shindo (Thailand) Co., Ltd. (later changed name to Sambo Piping (Thailand)) became subsidiaries. In January 2023, Moji Metal Products Co., Ltd. was merged with KMCT to launch the Moji Metal Products Division, thereby strengthening the business competitiveness of the KMCT group. Overseas, we closed KMCT Malaysia in December 2023 and transferred some production to KMCT Thailand.
The KMCT Group pursues the highest level of technology as a copper tube and processed products manufacturer from Japan. We will continue to meet your expectations by delivering valuable products.
Copper tube business strategy

![]()
- Products
- Smooth Bore Tubes
- Inner-Grooved Tubes
- Outer-finned Tubes
- Insulated Tubes
- Copper Alloy Tubes
- Other Products
- Company
- Mission / Vision
- Message from the President
- KMCT in 3 Minutes
- Corporate Profile
- Contact Information
- History
Copyright © KMCT Corporation, 2023 All Rights Reserved